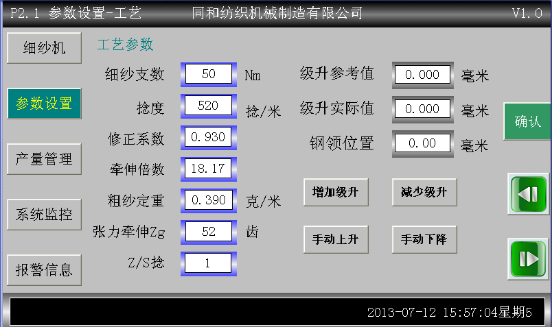
图二:参数设置——工艺
电子牵伸、电子升降的原理是采用现代化数字控制与电子技术,来实现对细纱机的运动控制,改变原来牵伸传动、捻度传动、升降传动,锭子传动由一个主电机来控制的传统模式,这种机械传动的优点是机械同步好,采用电子牵伸、电子升降控制模式,就是将传统的一电机传动改为多电机单独传动模式,即是将牵伸、捻度、钢领板升降、锭子传动分开单独传动,由PLC控制多个变频或伺服电机,通过编码器传感技术进行闭环控制来实现,确保细纱机在整个运转过程中的牵伸比同步、捻度比同步。经多家毛纺用户使用实践证明“数控一代”毛纺细纱机纺纱支数、捻度等工艺指标均优于机械式细纱机。由于单电机分别传动,传动效率、牵伸效率均高于机械式细纱机,牵伸比、捻度比恒定,牵伸、捻度可以实现大范围的无级精细变换,机械式细纱机是无法达到的,因而也实现了节能降耗。经常州三毛同品种、同工艺纺纱对比试验测定:新机比B583、EJ519节能5~8%,噪音降低5~8dBa,达到了节能、环保要求。
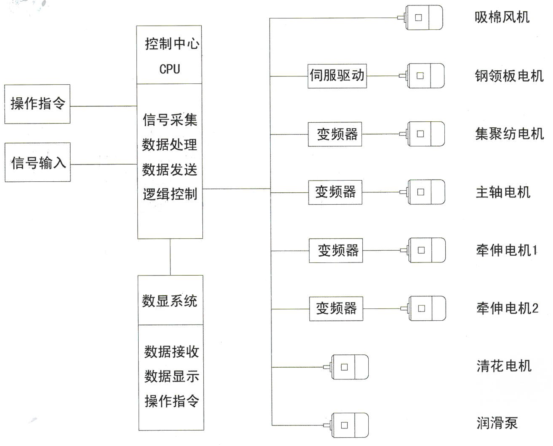
电子牵伸详原理见图三:电子牵伸框图
细纱机的传动装置获国家发明专利,专利号:201210193368.5。
新型集聚纺细纱机采用了经过大量科学实验的最优化的毛纺集聚纺断面设计,弱捻区小,导纱角大(85°~88°),捻度传递良好,纺纱质量好。牵伸机构采用最新设计的毛纺板簧加压摇架及配套板簧上销,罗拉座角度为60°,采用肖式硬度为66°高弹性免处理胶辊、镀氟下肖,罗拉采用同和公司新一代超级高精度无机械波罗拉,新二代集聚纺异形管,因而纺纱产量高,质量好,与国内同类细纱机同工艺纺纱对比,锭速可提高500~800r/min,纺纱产量、质量均有提高,深受用户欢迎。
具有发明专利的同和公司四罗拉负压式集聚纺装置,纺制高品质毛纺纱线。采用下置式负压吸管,车面整洁,清洁飞花方便,便于生头。异形管负压大小可通过变频风机自动设定调节,频率60Hz范围内设定纺纱负压值在2000-3000Pa内选择。网格圈涨紧装置装拆和更换网格圈方便,网格圈运转不跑偏,网格圈经抗静电处理,不积灰、不粘花、可水洗、寿命长。集聚区采用负牵伸(0.97~0.99)与三罗拉式正牵伸(1.05~1.06倍)相比,集聚效果更好,纱线毛羽少、更光洁。四罗拉式集聚纺稳定性好,机械磨损少,可靠性好,与环锭纺纱相比,毛羽降低70%以上,强力可提高10%以上,CV%值提高0.1~0.2,取得较好的纺纱效果。
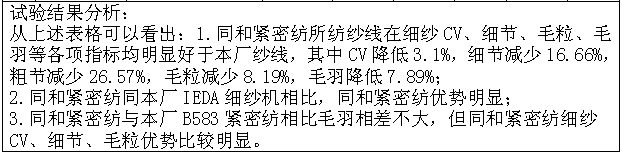
3、纺纱质量对比分析
“数控一代”毛纺集聚纺细纱机先后在常州三毛集团、浙江中鼎纺织有限公司、兰州三毛等毛纺精纺用户、半精纺用户使用,并与用
户设备进行了同工艺同品种对比试验,与纱线测试,测试数据详见表1~4,从测试数据可以看出,新机TH588J在成纱CV%、细节、粗节、毛粒、毛羽、强力等技术指标都有明显提高。
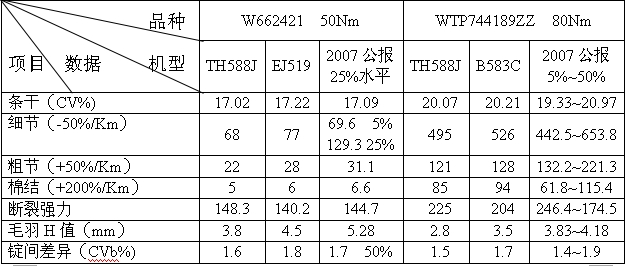
表2.TH588J与德国绪森改造毛纺集聚纺对比试验报告(常州三毛)
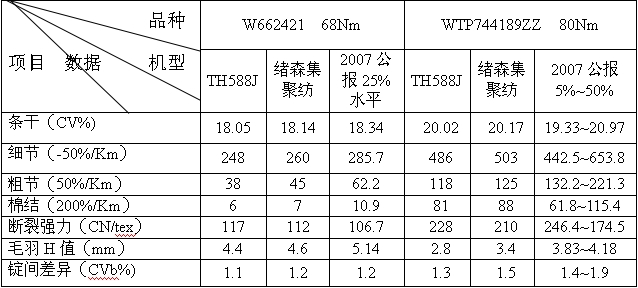
表3.TH588J与EJM462棉纺半精纺细纱机对比试验报告(浙江中鼎)
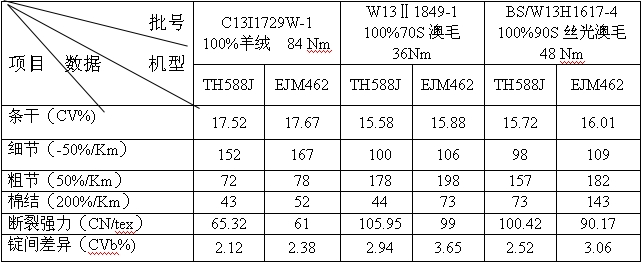
表4.TH588J与EJ519及进口毛纺机IDEA对比试验报告(兰州三毛)

说明:以上实验数据由兰州三毛提供,系同粗纱、同工艺对比试验数据
4、主要用户
“数控一代”毛纺集聚纺细纱机2012年6月参加上海国际纺机展览会,受到国内外毛纺织企业的高度关注,很多用户都有订货意向。该机除具有高端、智能、数控功能以外,主要是对原料适纺性强,可适纺精纺机织纱、针织纱,适应原料纤维长度65~200mm;牵伸部件经部分改进后,可以适纺毛纺半精纺机织纱、针织纱,适应原料纤维长度40~85mm,而且能适应羊毛、羊绒、丝、涤纶、腈纶、天丝等多种纤维的纯纺与混纺,纺纱产量高、质量好,深受用户欢迎。
TH588(B)J毛纺集聚纺细纱机国内外主要知名客户如下:
.jpg)
手机版

公众号
